![]()
17603868999











![]()
17603868999
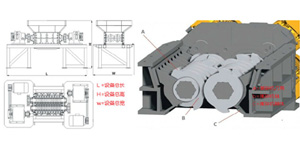
木屑(xiè)機刀具(jù)作為(wéi)設備易損件呈現磨損是再正常不過的問題,客戶無需為正常的刀片磨(mó)損而頭疼(téng),關(guān)於木屑機刀片九龍機械常選用的原料包含:9crsi、彈(dàn)簧鋼、輪轂鋼三種,關於錘片刀片則選用輪(lún)轂鋼進行耐磨塗焊,該工藝的選用可有用的延伸刀(dāo)片運用期(qī)限增強刀(dāo)片運用性能。一般刀片(piàn)的正常磨損可分(fèn)為三個階段:
(1)初(chū)期磨損階段。由於(yú)新刃磨的刀具後2麵存在粗極(jí)度(dù)不平之處以及顯(xiǎn)微裂(liè)紋、氧化或&碳層等缺點,並且切削刃較鋒利,後刀麵與加]外表接觸麵積較小,壓應力(lì)較大,所以這一階6的磨損較快。研磨(mó)過的刀具,初期磨損量較小。
(2)正常磨損階段。經初(chū)期磨損後.刀(dāo)具粗糙外表已經磨平,刀(dāo)具進入正常磨損階段。這個階(jiē)段的磨損比較(jiào)緩慢均勻。後刀麵磨損量隨切削時刻延伸而近似(sì)地成比例添加。正常切削時,這階段時刻較長。
(3)急劇磨損階(jiē)段。當磨損帶寬度到(dào)一,定極,限後,加工外表粗糙度變粗,切削(xuē)力與切削溫度均敏捷(jié)升高,磨損速度添加很快,致(zhì)使刀具損壞而失掉切削才能。生產中為合理運用刀具,確保(bǎo)加工質量,應(yīng)當防止達(dá)抵達個磨損階段。在這個階段到來之前,要及時換刀或替換新刀片。
如客戶在(zài)運用過程中刀片急劇磨損較快可考慮替換刀片問題,在替換過(guò)程中需求確保主軸平衡度的校對,一般(bān)選用成套替換,關於剪切刀(dāo)片則可在刀刃磨損後選(xuǎn)用砂輪研磨的方(fāng)法對刀片進行修(xiū)正後繼續運用。
相關產品



























































推薦新聞


17603868999













 微信互動
微信互動 手機官網
手機官網